


علت تشکیل عیب
اين عيب در تمامــی آلياژهای ریخته گری میتواند اتفاق بيفتد اما بيشــتر در آلياژهای چدنی كه در قالب های ماسه ای ریخته گری می شــوند رخ می دهد. همچنين به غير از شــکل و هندسه ی قالب، ماهیچه های ماسه ای هم می توانند از منابع تشــکيل اين عيب باشــند.
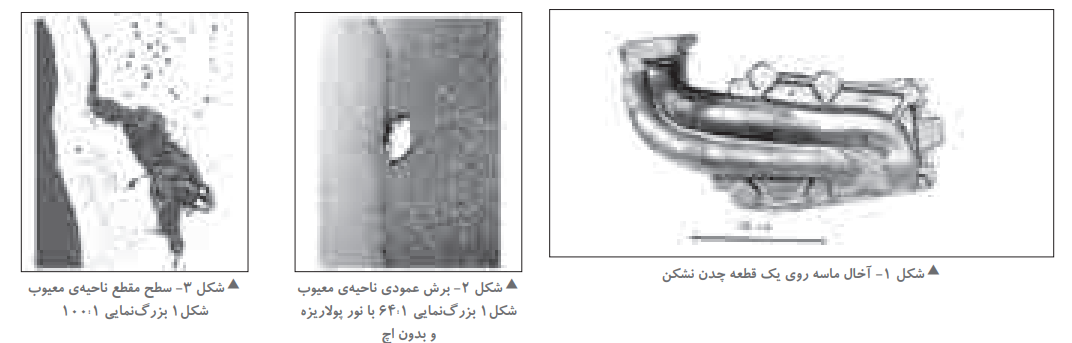
آخال ها در بالای ســطح قالب و قطعه يا در قســمت های زير ماهيچه ها قابل پيش بينی می باشــند ولی اغلب تشخيص اين محل ها به دليل عدم ديدكافی مشکل است. اين آخال ها بعد از عمليات ماشينکاری با چشم غيرمسلح قابل رويت خواهند شــد.
آخال های ماسه از شايع ترين عيوب ریخته گری هستند و همواره به ضايع شدن قطعه منجر میشوند و تاثير شديدی بر روی كيفيت دارند و همچنين باعث افزايش دوباره كاری میگردند.
توضیحات
آخال های ناشــی از قالب ماسه ای يا ماهیچه های ماسه ای از نوع عيوب ســاختار سطحی می باشند كه در سطح بيرونی قطعه مشاهده میشوند. از دلايل بروز اين عيب میتوان به موارد ذيل اشاره نمود:
- هرنوع ترک يا زبری روی قالب ماسه ای.
- ماسه شويی قالب ماسه ای و يا ماسه ريزی در زمان بيرون آوردن مدل از ماسه.
- ترک برداشتن قالب در حين ریخته گری.
- ماهيچه هايی با ارتفاع بلند كه مدت زمان زيادی در معرض ذوب هستند. محل تشــکيل اين عيب غالباً در ســطوح ضخيم يــا محله ای نزديک به سيستم راهگاهی است.
چگونگی تشکیل عیب
تجهيزات مدلســازی و قالبسازی و نيز ماشــين قالب گيری نقش مهمی در تشــکيل اين عيب دارند. مدل نامناسب و ماشــين قالبگيری در حالت عدم تنظيــم باعث وارد كردن تنش مکانيکی به مواد قالبگيری میگردند و در نتيجه عيب ماسه شويی اتفاق می افتد.
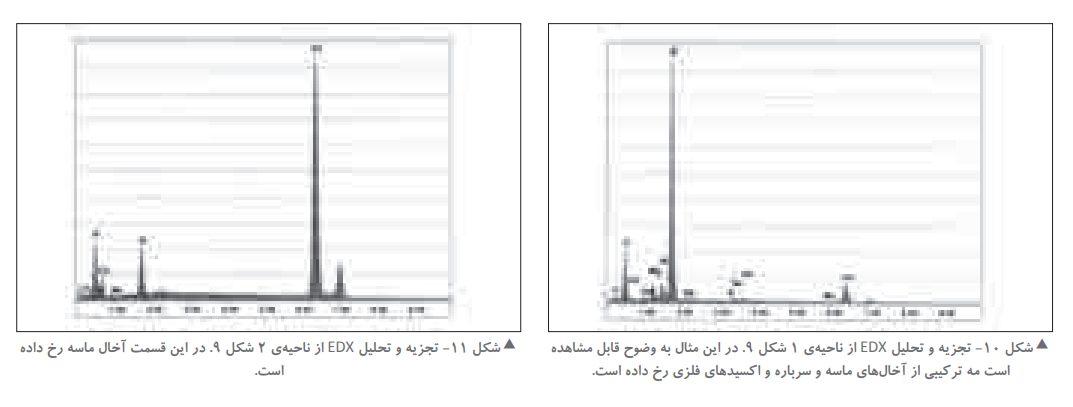
فشار بالا و اين تنش های برشی، باعث میشوند كه ماســه، جدا شده يا ترک هايی در ســطح قالب ايجاد شود كه نهايتاً منجر به ماسه شويی میگردد.آخال هــای ماســه بــه همــراه آخال هــای اكســيدی و حباب هــای گاز “مونواكســيدكربن” تشکيل میشوند كه زير سطح قطعه باقی میمانند و پس از ماشينکاری نمايان میشوند.
از دلايل ديگر میتوان كافی نبودن مقاومت سايشی قالب، كم بودن رطوبت و چســبندگی و درشت بودن دانه های ماســه را نام برد كه در ماسه شويی نقش دارند. لازم به ذكر اســت ترک هايی كه در لبه های تيز به وجود می آيند میتوانند به ساير قسمت های قالب منتقل شوند.
نامناســب بودن فشردگی ماسه و سيســتم راهگاهی نامناسب و طولانی و ارتفاع بلند قطعه، از دلايل ديگر بروز عيب هستند.

اقدامات اصلاحی
- كنترل طراحی و مدل سازی و شيب بندی مدل و پرهيز از گوشه های تيز.
- كنترل ماشــين قالب گيری يا به عبارت ديگر كنترل جدا شــدن قالب از ماسه، به صورت تراز و يکنواخت.
- عدم وجود دانه های ماسه روی برجستگی ها و فرورفتگی های روی مدل (كه باعث شيب منفی و ماسه كنی میگردد) و كنترل روی نقاط فشار و تکيه گاه ماهيچه.
- كنترل اندازه ی دانه های ماســه، افزودنی ها و مراحل آماده ســازی ماسه (شامل رطوبت ماســه و…) به جهت افزايش پلاستيسيته و انعطاف پذيری ماسه قالب گيری.
- اطمينان از فشردگی يکنواخت ماسه در تمام نواحی قالب.
- كنترل كردن ماســه از نظر ميزان ماســه نو، بنتونيت و ميزان گردوغبار در ماسه.
- كنترل و بازرسی ماهيچه ها از لحاظ عدم وجود پليسه. بايد همه ی درزها و پليســه ها به وسيله ي سنباده و … به دقت ســاييده شوند. همچنين فشردگی، چسبندگی و عبورگاز ماسه و ماهيچه بايد بهبود داده شوند.
- اصلاح و بهبود شــرايط سيستم راهگاهی و ذوب ريزی. ارتفاع و سرعت ذوب ريــزی و نحوه ی برخورد ذوب با قالب و ماهيچه روی ايجاد اين عيب موثر هستند.
- كنترل و دسترســی بــه عوامل فنی آزمايش مــواد قالب گيری از قبيل مقاومت سايشی، فشارگرم، تنش برشی گرم، تنش فشاری خشک كه مقادير اين عوامل بايد در بالاترين حد مجاز خود باشند.
منابع
منبع خارجی: Guß- undGefügefehler
منبع فارسی: آبان ماه 1395- مجله صنعت ریخته گری
ترجمه و تدوین: حمیدرضا زمردی، احمد خیری
[1] ÖGI-Seminar: TongebundeneFormstoffe. Österreichisches-
Gießerei-InstitutLeoben,Februar 1994
[2] AFS Mold and Core Test Handbook, First Edition 1978, Des Plains
[3] Baier, J.; M. Köppen: Handbuch der Gußfehler – Formsand- beeinflußbareFehler undderenVermeidung. Herausgeber: IKO-
Ebslöh GmbH & Co. KG, D-45772 Marl,1994
[4] Hofmann, F.: TongebundeneFormsande. Giesserei-Verlag GmbH, Düsseldorf 1975
[5] Bindernagel, I.: Formstoffe und Formverfahren in der Gieße- reitechnik. Giesserei-VerlagGmbH, Düsseldorf 1983








ریخته گری دقیق چیست
انتقال فلز ذوبشده به داخل قالبهای مقاوم به حرارت با هدف سرمایهگذاری و ایجاد شکل نهایی قطعه را بهعنوان ریخته گری دقیق شناخته میشود. این روش از اهمیت خاصی برخوردار است زیرا میتواند قطعاتی با دمای ذوب بالا و امکان قالبگیری در محیطهایی نظیر گچ یا فلز را بهوجود آورد.
این نوع ریخته گری به دو روش اصلی میتواند انجام شود: از طریق استفاده از مدلهای موم اصلی (که به روش مستقیم اجرا میشود) یا با استفاده از کپیهایی از الگوهای اصلی که برای ساخت آنها نیاز به موم نیست (که به روش غیرمستقیم اجرا میشود).

ریخته گری ماسه ای چیست
فرایند ریخته گری ماسه ای (Sand Casting) یک روش در حوزه ریختهگری فلزات است که در آن از ماسه بهعنوان ماده اصلی برای ایجاد قالب استفاده میشود. قطعات حاصل از این نوع ریختهگری در واحدهای تولیدی خاصی ساخته میشوند که به کارخانه ذوب نیز معروف است. بیش از ۶۰ درصد از کل قطعات ریختهگری بهوسیله این فرایند، یعنی کستینگ ماسهای، تولید میشوند.

ریخته گری گریز از مرکز
یکی از مهمترین روشهایی که برای ریخته گری وجود دارد، ریخته گری گریز از مرکز یا Centrifugal casting است. در این روش با استفاده از دستگاههای مخصوص، ماده مذاب بهسرعت چرخیده و شکل استوانهای به خود میگیرد. دلیل این موضوع وجود نیروی گریز از مرکز است.

تفاوت چدن داکتیل و چدن خاکستری
چدن به عنوان یکی از قدیمی ترین آلیاژهای فلزی ساخته دست بشر، ترکیبی از آهن، کربن ...

علت تاب برداشتن دیسک ترمز چیست؟
دیسک ترمز یکی از حیاتی ترین قطعات در سیستم ترمز خودرو محسوب می شود که وظیفه اصلی...

ریزساختار چدن تقویتشده تولیدشده به روش لاست فوم
چکیده
در این مقاله، فرآیند تولید قطعات ریختگی از جنس چدن خاکستری تقویتشده به ر...

کیفیت بنتونیت در صنعت ریختهگری
مقدمه:
امروزه روشهای مختلفی برای ریختهگری قطعات در دسترس هستند، اما برای تولی...

اثر افزودن لانتانیم بر ریزساختار و خواص مکانیکی آلیاژ هیپویوتکتیک Al-7Si
چکیده
در این مقاله، اثر افزودن مقادیر مختلف لانتانیم (0، 0.1، 0.2 و 0.4 درصد وز...

دیسک ترمز قطار — تولید و مشخصات فنی (صنایع ریختهگری سهند آذرین)
مقدمه
دیسک ترمز قطار یکی از اجزای حیاتی سیستم ترمز واگن و لوکوموتیو است که انرژ...

مقایسه فلایویل چدنی و فولادی — راهنمای جامع انتخاب و کاربرد در خودروهای دیزل و صنعتی
بخش ۱
مقدمه: اهمیت انتخاب بین فلایویل چدنی و فولادی
فلایویل نقش حیاتی در ذخیره...

فلایویل چدنی در خودروهای دیزل و ماشینآلات صنعتی — تحلیل فنی و کاربردی
بخش ۱
مقدمه: اهمیت فلایویل چدنی در خودروهای دیزل و صنعتی
فلایویل چدنی یکی از م...

خرابیها و تحلیل عمر مفید فلایویل چدنی — راهنمای جامع فنی و عملی
بخش ۱
مقدمه: اهمیت تحلیل خرابی و عمر مفید فلایویل چدنی
فلایویل چدنی یکی از مهم...

یک نظر در “فرسایش قالب و آخال ماسه”
مطالب مفیدی بود