


چکیده:
برخی از ریخته گر ی های کوچک ماسه های قالب گیری را مجددا به کار نمی گیرند، درحالیکه برخی دیگر تلاش می کنند تا ماسه های مصرف شده را دوباره برای قالب گیری استفاده می نمایند. در این مقاله بررسی می شود که چگونه موسسه آلمانی EffSA با همکاری مرکز تکنولوژی ریخته گری دانشگاه ژوهانسبورگ ماسه مصرفی در یک کارگاه ریخته گری را مجدداً در یک کارگاه ریخته گری کوچک استفاده می کند. همچنین نگاهی به جنبه ی مالی بازیافت و کیفیت ماسه ی بازیافتی خواهد شد.
این پروژه بسیار سودمند خواهد بود، زیرا هنوز هم کارگاه های ریخته گری متعددی وجود دارند که در آ ن ها امکان استفاده مجدد از ماسه قالب گیری وجود ندارد. دو خاصیت مهم ماسه ی قابل بازیافت استحکام و حذف مواد فرار است که به عنوان بخشی از همکاری با پروژ ه ی آلمانی، به بررسی این خواص نیز پرداخته خواهد شد. لازم به ذکر است که دستورالعمل تمامی آزمایش های انجام شده در این پژوهش مطابق اصول قالب گیری و ماهیچه سازی انجمن ریخته گری امریکا است.
این مقاله نشان می دهد که هنوز هم در برخی از ریخته گری های کوچک در مورد کیفیت ماسه های قابل بازیافت تحقیق و بررسی های لازم انجام نشده است. در تحقیق حاضر به عنوان بخشی از پروژه موسسه ،EffSA کیفیت ماسه های مصرفی آزمایش گردیده تا از قابل بازیافت بودن آ ن ها اطمینان کافی حاصل شود. علاوه براین نگاهی به امکان صرفه جویی در هزینه های یک کارگاه ریخته گری نیز انجام شده است. بنابراین تنها چالش مهم باقی مانده، هزینه سرمایه گذاری مورد نیاز برای احداث واحدهای بازیافت در ریخته گر ی های کوچک می باشد.
مقدمه:
مسئله ی بازیابی در حال تبدیل شدن به یک ضرورت مهم در کارگاه های ریخته گری است. ریخته گران قادر به پرداخت پیوسته هزینه های خرید و حمل مواد اولیه تا کارگاه و پس از آن هزینه های مربوط به حمل و دفع مواد مصرفی نیستند. قطعات ریخته گری تولید شده به روش قالب گیری ماسه ای حدود ۸۰ درصد از کل محصولات ریختگی را تشکیل می دهند. به طور کلی برای بازیافت ماسه ریخته گری و استفاده از آن در عملیات تولید ماهیچه سه روش وجود دارد:
بازیابی مکانیکی خشک، بازیابی مکانیکی تر و بازیابی حرارتی. در تحقیقات قبلی، نویسندگان در مورد نحوه ی استفاده مجدد و بازیافت ماسه های مصرف شد ه ی حاوی چسب غیر آلی سیلیکات سدیم توضیح داده اند. ولی در پژوهش حاضر، در یک ریخته گری کوچک محلی از یک چسب آلی به نام آلکالاین یورتان استفاده شده است. پروژه EffSA در اصل برای بهبود بهر ه وری مواد در کارخانجات ریخته گری آغاز شد. در این مقاله توانایی استفاده مجدد و کیفیت ماسه ریخته گری مصرف شده پس از بازیافت مکانیکی بررسی گردیده است.
ماسه سیلیسی با خلوص بالا یک منبع ارزشمند معدنی است که در ریخته گری ها مورد استفاده قرار می گیرد. برای حفظ این منبع طبیعی و بهبود کارآیی آن لازم است که بجای دفع ماسه ریخته گری مصرفی در محل دفن زباله، استفاده مجدد از آن در کارگاه ها و سایر بخش های صنعتی رواج داده شود. کارخانجات ریخته گری می توانند چندین و چند بار ماسه مصرفی را بازیابی و مجدداً استفاده کنند. ماسه هایی که توسط پیوند شیمیایی به یکدیگر متصل شد ه اند، می توانند در ساخت ماهیچه استفاده شوند.
زیرا ماهیچه های تولید شده با این ماسه ها استحکام بالایی برای تحمل حرارت ناشی از مذاب ریختگی را خواهد داشت. علاوه بر این، ماسه های مصرف شده می توانند در فرآیند ساخت قالب نیز استفاده شوند. در مقاله حاضر تمرکز بر روی بازیافت ماسه هات باکس در یک بخش کوچک ماهیچه سازی خواهد بود. فرآیند بازیافت شامل پالایش ماسه، سپس استفاده دوباره آن برای تولید ماهیچه خواهد بود.
2-اهداف:
در این پژوهش هدف درک چگونگی همکاری MCTS با کارگا ه های کوچک ریخته گری جهت بازیافت ماسه ی ریخته گری مصرف شده و استفاده مجددا در فرآیند ریخته گری است. برای این منظور لازم است تا موارد زیر انجام شود:
- تعیین میزان افت حرارت ماسه هایی که توسط پیوند شیمیایی به یک دیگر چسبیده اند.
- تعیین استحکام ماسه در تعداد چرخه های بازیافت مختلف
- استفاده از ماسه ی بازیافتی برای تولید ماهیچه
3-مواد مورد نیاز و روش تحقیق:
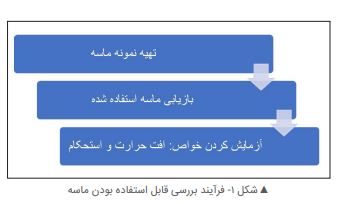
فرآیند بررسی قابل استفاده بودن ماسه در شکل زیر خلاصه شده است. در شکل ۱ فرآیند بررسی قابل بازیافت بودن ماسه توضیح داده شده است. ابتدا یک نمونه ماسه که قبا برای ساخت ماهیچه استفاده شده است، تهیه می شود. سپس نمونه تحت فرآیند بازیابی مکانیکی خشک قرار می گیرد و به دنبال آن خواص ماسه قابل بازیافت مانند افت حرارت و استحکام به روش های مختلف آزمایش می شود.
استانداردها و شرایط آزمایش:
پس از بازیافت، نمونه هایی از ماسه بازیافت شده تهیه شد و درون سطل های پلاستیکی پلمپ نگهداری شدند. سپس نمونه ماسه ها طی یک دوره ۴۸ ساعته مورد آزمایش قرار گرفتند. پس از روشن کردن کوره اجازه داده شد تا دمای آن به میزان مطلوب C ۰ ۲۶۰ برسد و ثابت بماند. نمونه به صورت عرضی انتخاب شد و با عامل جدا ساز پوشش داده شد. سپس اطراف مدل با ماسه ی بازیافتی آغشته به چسب پر و ماسه ی اضافیِ اطراف مدل کوبیده شد. ماسه داخل کوره قرار داده شد تا به مدت ۸ دقیقه پخته شود. پس از پخت، استحکام ماسه توسط دستگاه استحکام سنجی آزمایش شد.
فرآیند بررسی افت مواد فرار (LOI) از دست رفتن مواد فرار معیاری از تغییر وزن یک نمونه است.
در واقع مطابق AFS 5100-00Sمیزان وزنی را که نمونه هنگام حرارت گرفتن در دمای ۰ ۹۸۲درجه سانتی گراد از دست می دهد، افت مواد فرار می گویند. به بیان دقیق تر، افت مواد فرار شامل کاهش وزن در اثر تبخیر مواد آلی، حذف آب و تفکیک ترکیبات غیر آلی با یک یا چند جزء گازی است. از هر چرخه ی بازیافت یک نمونه ی ۱۰ گرمی ماسه برداشته شد و به مدت ۲ ساعت در کوره با دمای C ۹۸۲ حرارت داده شد تا مقدار افت حرارت آن اندازه گیری شود. میزان افت حرارت بر اساس فرمول زیر محاسبه شد.
![]()
که در آن A وزن اولیه ی بوته ی خالی، B وزن اولیه ی بوته ی حاوی مواد و C وزن بوته حاوی مواد پس از حرارت گیری و سرد شدن است.
4- نتایج و تفسیر داده ها
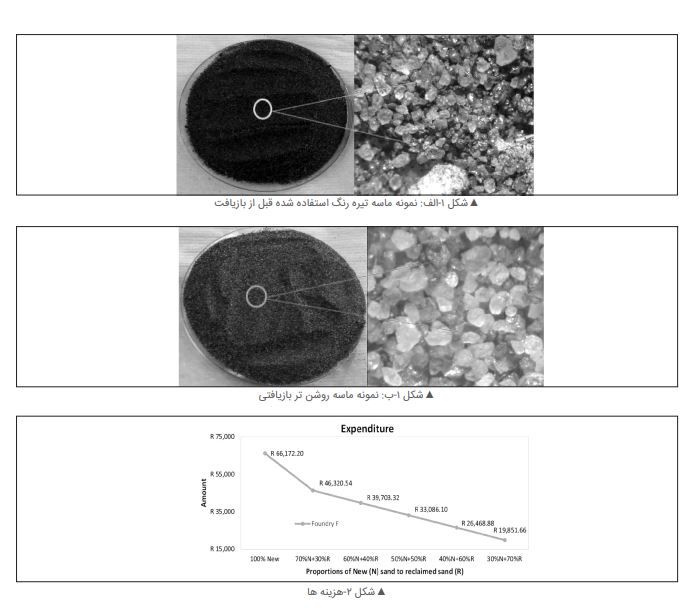
در این بخش ابتدا به بازرسی چشمی ماسه ریخته گری مصرف شده و بازیافتی پرداخته می شود. شکل ۱-الف نمونه ماسه سیاه رنگی را نشان می دهد که قبلا در ریخته گری استفاده شده و هنوز بازیافت نشده است.
شکل ۱-ب نیز تصویری از نمونه ماسه بازیافت شده را نشان می دهد که رنگ روشن تری دارد. ماسه های حاوی چسب بدون اینکه تحت تاثیر شرایط محیطی قرار بگیرند به عنوان نمونه استفاده شدند. این نمونه ها تهیه، جمع آوری و بازیافت شدند و ۵ بار مورد استفاده مجدد قرار گرفتند. شکل ۲ نتایج اقتصادی بازیافت ماسه را نشان می دهد. هزینه های ماسه بر اساس فرمول زیر محاسبه شده است:
هزینه ماسه سیلیکای جدید + هزینه دفع و دور ریزی ماسه مصرف شده = هزینه ماسه قطعا اگر هدف یک کارخانه ریخته گری بازیافت ماسه باشد، مقدار ماسه جدید خریداری شده و مقدار ماسه دفع شده کاهش می یابد. اگرچه، کاهش هزینه ماسه باید برای کارخانه توجیه پذیر باشد تا روی بازیافت ماسه سرمایه گذاری کند. نمودار هزینه های دفع و خرید ماسه جدید بر حسب نسبت ماسه جدید ( N) به ماسه بازیافتی (R) در شکل ۲ نشان داده شده است. این نمودار به خوبی نشان می دهد که چگونه بازیابی ماسه منجر به کاهش هزینه ها می شود.
برای مثال مطابق نمودار بالا، اگر کارگاه از ماسه بازیافتی استفاده نکند، میزان هزینه های مصرفی در یک عملیات ماهیچه زنی کوچک R 66172 خواهد بود. هرچه میزان ماسه بازیابی شده بیشتر شود، هزینه های مربوط به ماسه کمتر خواهد بود. ۷۰ درصد ماسه جدید و ۳۰ درصد ماسه بازیافتی معادل ۰.۷ تن ماسه جدید و ۰.۳ تن ماسه بازیافتی در یک تن ماسه است. در این صورت طبق نمودار بالا، برای این نسبت هزینه های اولیه احداث یک واحد بازیافت ماسه به همراه آسیاکاری و تمیز کاری ثانویه تنها 2000000 R خواهد بود.
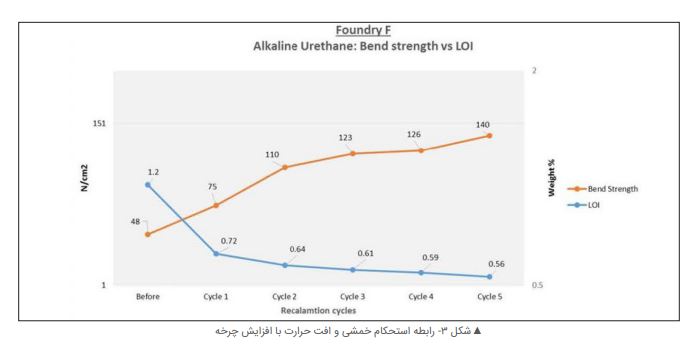
همانطور که در شکل ۳ نشان داده شده است، استحکام و افت حرارت نمونه ماسه قبل از بازیابی اندازه گیری و تا ۵ چرخه بازیافت ادامه داده شد. در نمودار شکل ۳، نیروی خمشی لازم برای شکست نمونه در هر چرخه به عنوان استحکام خمشی۲ ( N/cm) نمونه ها گزارش شده است. چسب آلکالاین یورتان برای عملیات هات باکس ساخت ماهیچه استفاده شده است. مطابق نمودار هرچه تعداد چرخه های بازیافت ماسه بیشتر شود، پس از مخلوط شدن مجدد با چسب استحکام بیشتری خواهد داشت. از طرفی با افزایش بازیافت ماسه مقدار افت حرارت کاهش می یابد، به طوری که در چرخه پنجم به ۰.۵۶ درصد می رسد. بنابراین دو ویژگی استحکام و افت حرارت با یکدیگر رابطه معکوس دارند.
5-نتایج و بحث
در این مقاله خواص ماسه قابل بازیافت مانند استحکام و افت حرارت بررسی شد. نتایج نشان می دهد که افت حرارت کمتر و استحکام بیشتر هر دو برای بازیابی و استفاده مجدد ماسه مفیدند. میزان افت حرارت پس از یک و پنج مرتبه بازیافت به طور قابل توجهی به ترتیب تا حدود ۴۰ و ۵۳ درصد کاهش می یابد. اختلاف کم مقادیر افت حرارت پس یک و پنج چرخه نتیجه بسیار خوبی است، زیرا بازیافت ماسه ای که یک بار استفاده شده است بسیار آسا ن تر است. مقادیر استحکام نیز در یک و پنچ چرخه به ترتیب تا ۱.۵ برابر و تقریبا ۳ برابر بهبود می یابد. بسته به حجم ماسه ای که مجددا در ریخته گری استفاده می شود، صرفه جویی زیادی خواهیم داشت. کارخانجات ریخته گری که از ماسه جدید کمتری استفاده می کنند، بسته به میزان سرمایه گذاری ثابت مورد نیاز، هزینه های خرید ماسه جدید، هزینه ی دور ریزی و کارگر، ممکن است نیازی به سرمایه گذاری زیاد در بازیافت نداشته باشند.
6-نتیجه گیری
ریخته گری های کوچکی که بازیافت اولیه ندارند همچنان می توانند با استفاده از آسیاکاری و شست و شوی ثانویه سود قابل توجهی ببرند. زیرا ماسه ای که آن ها استفاده می کنند نسبتاً جدید است و چرخه های زیادی را طی نکرده است که این مسئله تمیز کردن و بازیافت آن را آسا ن تر می کند. این ریخته گری ها از این طریق می توانند ماسه خود را به طور موثری بازیافت کنند و هزینه ها و ضایعات را کاهش دهند. استحکام خمشی و افت حرارت ماسه پس از بازیافت بهبود می یابد.
علاوه بر این، بازیافت ماسه در ریخته گری های کوچک نه تنها به صرفه جویی در هزینه ها کمک می کند، بلکه رفتار مسئولانه در برابر محیط زیست را ترویج می دهد. به نظر می رسد که هزینه سرمایه گذاری در واحدهای بازیابی برای آن دسته ریخته گری های کوچکی که قصد دارند بازده سرمایه خود را در کوتا ه ترین زمان ممکن به دست آورند، زیاد است. برای رفع این محدودیت نیاز است تا تولیدکنندگان تجهیزات مناسبی را برای ریخته گری های کوچک طراحی و تولید کنند.
منابع:
منبع خارجی: International Conference on Sus tainable Material Processing and Manufacturing , SMPM 2017
ترجمه: وحید آقازاده
منبع فارسی: تیرماه 1403- مجله صنعت ریخته گری
[1] P. Carey, Fundamentals of No-bake, Sand Reclamation, Ask chemicals, Dublin Ohio USA (Technical article) Available online: http:٫٫www.ask- chemicals.com٫fileadmin٫user_upload٫
imagery_docs٫press٫Professional_Articles٫EN٫Fundamentals_ of_Sand_Reclamation_Updated.pdf Accessed on09٫Sep٫2016
[2] J. Dańko, R. Dańko, M. Holtzer, Reclamation of used sands in foundry production, Metalurgia 42(3), (2003) 173-177
[3] Maria Chiara Zanetti, Silvia Fiore, Foundry processes: the recovery of green moulding sands for core operations, Resources, Conservation and Recycling 38 (2002) 243٫254, Available online: https:٫٫www.researchgate.net٫profile٫Silvia Fiore٫publication٫
248231385 Foundry Processes The Recovery of Green Moulding Sands f or_Core_Operations٫links٫55d5920e08ae-6788fa353686.pdf Accessed on 05٫July٫2016
[4] Z.T. Fan, N.Y. Huang & X.P. Dong, In house reuse and reclamation of used foundry sands with sodium silicate binder, International
Journal of Cast Metals Research, Volume 17, Issue1, 2004, pp. 51-56, Available online: h t t p : ٫ ٫ w w w . t a n d f o n l i n e . c o m ٫ d o i ٫ a bs٫10.1179٫136404604225020551 Accessed on 05٫July٫2016
[5] EffSAFound Available online: http:٫٫www.clientprojekte. de٫de٫1333.php Accessed on 09٫Sep٫2016
[6] Rafat Siddique, Albert Noumowe, Utilization of spent foundry sand in controlled low-strength materials and concrete, Resources,
Conservation and Recycling 53 (2008) 27-3, pp. 7-35
[7] R. Dańko Reclamation of Used Molding Sands Microstructure and Properties of Ductile Iron and Compacted Graphite Iron Castings, Part of the series Springer Briefs in Materials, 2015, pp 59-75 Available online: http:٫٫link.springer.com٫chap ter٫10.1007٫978-3-319-14583- 4#page-1 Accessed on 05٫July٫2016 9








ریخته گری دقیق چیست
انتقال فلز ذوبشده به داخل قالبهای مقاوم به حرارت با هدف سرمایهگذاری و ایجاد شکل نهایی قطعه را بهعنوان ریخته گری دقیق شناخته میشود. این روش از اهمیت خاصی برخوردار است زیرا میتواند قطعاتی با دمای ذوب بالا و امکان قالبگیری در محیطهایی نظیر گچ یا فلز را بهوجود آورد.
این نوع ریخته گری به دو روش اصلی میتواند انجام شود: از طریق استفاده از مدلهای موم اصلی (که به روش مستقیم اجرا میشود) یا با استفاده از کپیهایی از الگوهای اصلی که برای ساخت آنها نیاز به موم نیست (که به روش غیرمستقیم اجرا میشود).

ریخته گری ماسه ای چیست
فرایند ریخته گری ماسه ای (Sand Casting) یک روش در حوزه ریختهگری فلزات است که در آن از ماسه بهعنوان ماده اصلی برای ایجاد قالب استفاده میشود. قطعات حاصل از این نوع ریختهگری در واحدهای تولیدی خاصی ساخته میشوند که به کارخانه ذوب نیز معروف است. بیش از ۶۰ درصد از کل قطعات ریختهگری بهوسیله این فرایند، یعنی کستینگ ماسهای، تولید میشوند.

ریخته گری گریز از مرکز
یکی از مهمترین روشهایی که برای ریخته گری وجود دارد، ریخته گری گریز از مرکز یا Centrifugal casting است. در این روش با استفاده از دستگاههای مخصوص، ماده مذاب بهسرعت چرخیده و شکل استوانهای به خود میگیرد. دلیل این موضوع وجود نیروی گریز از مرکز است.

تفاوت چدن داکتیل و چدن خاکستری
چدن به عنوان یکی از قدیمی ترین آلیاژهای فلزی ساخته دست بشر، ترکیبی از آهن، کربن ...

علت تاب برداشتن دیسک ترمز چیست؟
دیسک ترمز یکی از حیاتی ترین قطعات در سیستم ترمز خودرو محسوب می شود که وظیفه اصلی...

ریزساختار چدن تقویتشده تولیدشده به روش لاست فوم
چکیده
در این مقاله، فرآیند تولید قطعات ریختگی از جنس چدن خاکستری تقویتشده به ر...

کیفیت بنتونیت در صنعت ریختهگری
مقدمه:
امروزه روشهای مختلفی برای ریختهگری قطعات در دسترس هستند، اما برای تولی...

اثر افزودن لانتانیم بر ریزساختار و خواص مکانیکی آلیاژ هیپویوتکتیک Al-7Si
چکیده
در این مقاله، اثر افزودن مقادیر مختلف لانتانیم (0، 0.1، 0.2 و 0.4 درصد وز...

دیسک ترمز قطار — تولید و مشخصات فنی (صنایع ریختهگری سهند آذرین)
مقدمه
دیسک ترمز قطار یکی از اجزای حیاتی سیستم ترمز واگن و لوکوموتیو است که انرژ...

مقایسه فلایویل چدنی و فولادی — راهنمای جامع انتخاب و کاربرد در خودروهای دیزل و صنعتی
بخش ۱
مقدمه: اهمیت انتخاب بین فلایویل چدنی و فولادی
فلایویل نقش حیاتی در ذخیره...

فلایویل چدنی در خودروهای دیزل و ماشینآلات صنعتی — تحلیل فنی و کاربردی
بخش ۱
مقدمه: اهمیت فلایویل چدنی در خودروهای دیزل و صنعتی
فلایویل چدنی یکی از م...

خرابیها و تحلیل عمر مفید فلایویل چدنی — راهنمای جامع فنی و عملی
بخش ۱
مقدمه: اهمیت تحلیل خرابی و عمر مفید فلایویل چدنی
فلایویل چدنی یکی از مهم...

یک نظر در “بازیافت ماسه قالب گیری و استفاده مجدد از آن در ریخته گری های کوچک”
بازیافت ماسهٔ قالبگیری از نظر اقتصادی بهصرفه هست؟