

تولید قطعات صنعتی همواره بر پایه دو روش اصلی یعنی آهنگری (فورج) و ریخته گری استوار است. این دو تکنولوژی در فرآیند شکل دهی فلزات تفاوت های بنیادین با یکدیگر دارند. درک دقیق تفاوت فورج و ریخته گری به مهندسان و تولیدکنندگان کمک می کند تا بر اساس نیازهای فنی و اقتصادی پروژه، بهترین روش را برگزینند. شرکت سهند آذرین به عنوان یکی از پیشگامان این حوزه، با بهره گیری از دانش فنی روز، انواع خدمات ریخته گری را با بالاترین کیفیت ارائه می دهد.
فرآیند تولید و تغییرات ساختاری در فلز
در فرآیند فورج، اپراتور فلز را در حالت جامد و معمولا پس از حرارت دهی، تحت فشار یا ضربات سنگین چکش و پرس قرار می دهد. این فشار مکانیکی باعث تغییر شکل فلز و ایجاد یک ساختار دانه ای بسیار فشرده می شود. در مقابل، ریخته گری شامل ذوب کامل فلز و ریختن ماده مذاب درون یک قالب است. پس از سرد شدن و انجماد، قطعه شکل حفره داخلی قالب را به خود می گیرد.
فرق فورج و ریخته گری در نحوه آرایش مولکولی مواد نهفته است. فورج با کوبیدن فلز، تخلخل ها و حفره های داخلی را از بین می برد و استحکام مکانیکی قطعه را به شکل چشمگیری افزایش می دهد. اما در ریخته گری، احتمال ایجاد حباب های ریز هوا یا ناخالصی در ساختار داخلی وجود دارد که تراکم مولکولی را نسبت به فورج کاهش می دهد.

بررسی ویژگی های مکانیکی و استحکام قطعات
هنگامی که بحث فورج یا ریخته گری پیش می آید، استحکام قطعه نهایی مهم ترین فاکتور تصمیم گیری است. قطعات تولید شده به روش فورج مقاومت بسیار بالایی در برابر ضربه، خستگی و تنش های کششی دارند. به همین دلیل صنایع حساس مانند نفت و گاز، پتروشیمی و نیروگاه ها برای تولید قطعاتی مثل فلنج ها و میل لنگ ها بر روش فورج تمرکز می کنند.
از سوی دیگر، ریخته گری انعطاف پذیری فوق العاده ای در طراحی قطعات پیچیده فراهم می کند. این روش امکان تولید اشکال هندسی دشوار و ابعاد بسیار بزرگ را که با فورج غیرممکن است، به راحتی میسر می سازد. ریخته گری برای تولید بلوک سیلندر، پوسته پمپ ها و قطعات تزئینی که نیاز به جزئیات دقیق دارند، گزینه ای ایده آل محسوب می شود.
مقایسه دقت ابعادی و کیفیت سطح
در بررسی تفاوت فورج و ریخته گری از نظر دقت، باید به عملیات ثانویه توجه داشت. قطعات فورج معمولا پس از اتمام فرآیند به ماشین کاری دقیق نیاز دارند تا به ابعاد نهایی برسند. با این حال، تکرارپذیری در فورج بسیار بالاست و خطای ساخت کمتری در تولید انبوه رخ می دهد.
ریخته گری، به ویژه در روش هایی مانند ریخته گری دقیق، سطحی صاف تر و جزئیاتی زیباتر ایجاد می کند. قالب گیری دقیق اجازه می دهد تا قطعات با کمترین نیاز به ماشین کاری و با ظرافت بالا تولید شوند. این موضوع در کاهش هزینه های پرداخت نهایی تاثیر بسزایی دارد.
هزینه های تولید و بهره وری اقتصادی
تصمیم گیری در مورد انتخاب فورج یا ریخته گری به شدت تحت تاثیر بودجه پروژه است. روش فورج به دلیل نیاز به تجهیزات سنگین، پرس های قدرتمند و قالب های فولادی گران قیمت، هزینه اولیه بسیار بالایی می طلبد. همچنین مصرف انرژی در این روش به دلیل نیاز به نیروی مکانیکی زیاد، بالاتر است.
در مقابل، ریخته گری به ویژه برای تیراژهای بالا و قطعات حجیم، روشی کاملا اقتصادی است. استفاده از قالب های ماسه ای یا قالب های دائمی چندبار مصرف هزینه های ابزارزنی را کاهش می دهد. بسیاری از مشتریان برای مدیریت هزینه ها در تولیدات انبوه، ریخته گری را بر فورج ترجیح می دهند.

مزایا و معایب آهنگری (فورج)
فرق فورج و ریخته گری در مزایای کاربردی آن ها نیز مشهود است. مهم ترین مزایای فورج شامل موارد زیر است:
- ایجاد استحکام مکانیکی فوق العاده و مقاومت در برابر ضربه.
- ساختار داخلی کاملا یکنواخت و بدون تخلخل.
- قابلیت جوشکاری بهتر قطعات تولیدی.
- پایداری و پیش بینی پذیری بیشتر در برابر عملیات حرارتی.
معایب این روش نیز شامل محدودیت در تولید قطعات با اشکال بسیار پیچیده، هزینه بالای تجهیزات و آلودگی های صوتی و لرزشی در محل تولید است.
مزایا و معایب ریخته گری
ریخته گری نیز نقاط قوت خاص خود را دارد که باعث تداوم استفاده از آن در صنایع مختلف می شود:
- امکان تولید قطعات با هندسه بسیار پیچیده و دیواره های نازک.
- تنوع بی نظیر در انتخاب آلیاژها و افزودن عناصر مختلف.
- مقرون به صرفه بودن در تولید انبوه و قطعات بزرگ.
- سرعت بالای فرآیند تولید از طراحی تا محصول نهایی.
با این حال، احتمال وجود نقص های داخلی مانند سوراخ های ریز (تخلخل) و مقاومت کمتر در برابر تنش های ناگهانی نسبت به فورج از جمله نقاط ضعف این روش به شمار می رود.

کاربردهای صنعتی هر روش
صنایع خودروسازی از هر دو روش به طور همزمان استفاده می کنند. قطعاتی مثل میل لنگ و شاتون که تحت فشار مداوم هستند با روش فورج تولید می شوند، در حالی که سرسیلندرها و بدنه موتورها معمولا حاصل ریخته گری هستند. در صنایع ریلی نیز قطعات مقاوم با فورج و قطعات سیستم ترمز مانند کفشک ها با ریخته گری چدن ساخته می شوند.
انواع روش های ریخته گری در صنعت
صنعت ریخته گری طیف گسترده ای از تکنیک ها را شامل می شود که هر کدام برای هدف خاصی طراحی شده اند:
۱. ریخته گری ماسه ای: این روش سنتی از ماسه برای ساخت قالب استفاده می کند و برای قطعات بزرگ با هزینه کم بسیار مناسب است.
۲. ریخته گری دقیق: دقیق ترین روش که از قالب های مومی برای تولید قطعات با جزئیات میکروسکوپی بهره می برد.
۳. ریخته گری گریز از مرکز: با استفاده از نیروی گریز از مرکز، فلز مذاب را به دیواره های قالب می چسباند تا قطعات استوانه ای و لوله ای با تراکم بالا تولید شوند.
۴. ریخته گری تحت فشار (دایکست): فلز مذاب با فشار زیاد به داخل قالب فولادی تزریق می شود که برای تولید انبوه قطعات آلومینیومی و روی عالی است.

سخن پایانی
انتخاب بین فورج یا ریخته گری به توازن میان قدرت، پیچیدگی و هزینه بستگی دارد. اگر قطعه تحت فشارهای بسیار شدید قرار دارد، فورج انتخاب منطقی است، اما برای دستیابی به اشکال متنوع و کاهش هزینه ها، ریخته گری برتری دارد.
خدمات تخصصی شرکت سهند آذرین در خصوص ریخته گری
شرکت صنعتی سهند آذرین با بیش از ۳۵ سال سابقه درخشان، قطعات چدنی و فولادی را برای صنایع متنوع از جمله خودروسازی، ماشین آلات کشاورزی، صنایع ریلی و معدنی تولید می کند. این مجموعه تمامی مراحل از طراحی اولیه و ساخت مدل تا ریخته گری و ماشین کاری نهایی را به صورت متمرکز انجام می دهد.
تنوع خدمات در سهند آذرین شامل موارد زیر است:
- ریخته گری چدن خاکستری: برای قطعاتی با خاصیت جذب ارتعاش بالا.
- ریخته گری چدن نشکن (داکتیل): جهت دستیابی به استحکام و انعطاف پذیری همزمان.
- ریخته گری فولاد و استیل: برای قطعات نیازمند مقاومت در برابر خوردگی و حرارت.
- ریخته گری ضد سایش: مخصوص قطعات صنایع معدنی و سنگین.
- ریخته گری دقیق و مدرن: برای تولید قطعات حساس با دقت ابعادی بالا.
خطوط تولید اتوماتیک و آزمایشگاه های مجهز مکانیکی و متالوگرافی در سهند آذرین، تضمین کننده کیفیت بالای محصولات و انطباق کامل با استانداردهای بین المللی است. مشتریان با انتخاب خدمات این شرکت، از تخصص تیمی بهره می برند که پیچیده ترین چالش های تولید قطعات صنعتی را با موفقیت حل می کند.
سوالات متداول در ارتباط با تفاوت فورج و ریخته گری
بله، به دلیل فرآیند فشرده سازی مکانیکی و حذف تخلخل های داخلی، قطعات فورج شده به طور عمومی استحکام و مقاومت بیشتری در برابر ضربه نشان می دهند.
ریخته گری بهترین انتخاب برای تولید اشکال پیچیده، حفره های داخلی و جزئیات ظریف است، زیرا ماده مذاب به راحتی تمامی فضاهای قالب را پر می کند.
هزینه های بالای قالب سازی، نیاز به تجهیزات پرس و چکش های صنعتی سنگین و مصرف انرژی زیاد باعث افزایش قیمت نهایی قطعات فورج می شود.
بله، در بسیاری از موارد برای کاهش هزینه های تولید انبوه، می توان با بررسی های فنی و تغییر آلیاژ، تولید قطعات را از روش فورج به ریخته گری تغییر داد بدون اینکه عملکرد قطعه مختل شود.






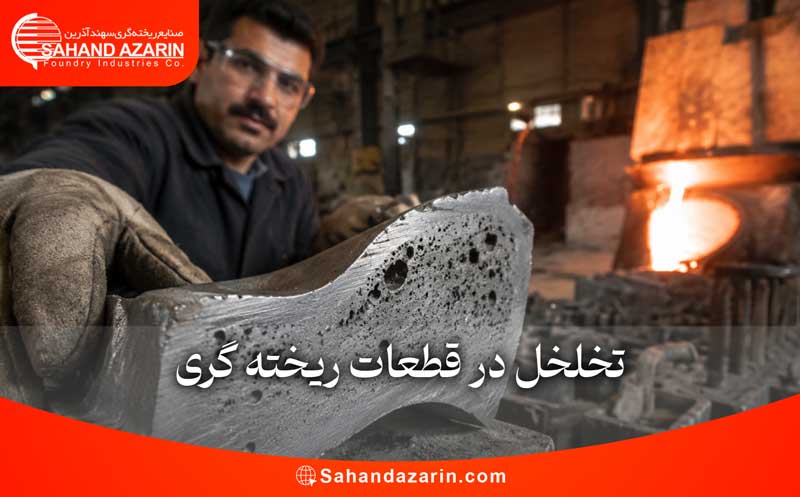
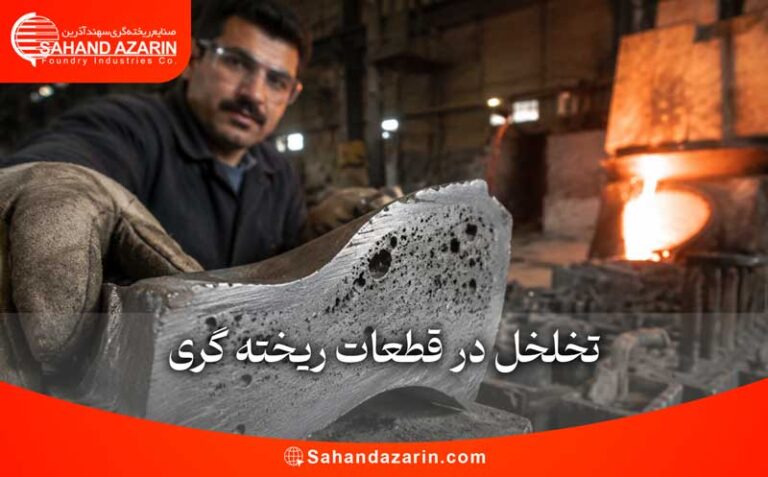
تخلخل در قطعات ریخته گری
تولید قطعات صنعتی با کیفیت بالا نیازمند شناخت دقیق عیوب متالورژیکی و روش های مقا...

میل بادامک چیست
موتور خودرو مجموعه ای از قطعات مکانیکی دقیق است که با هماهنگی کامل در کنار یکدیگ...

میل لنگ چیست؟
موتورهای احتراق داخلی برای تولید قدرت و حرکت خودرو به قطعات پیچیده و مهندسی شده ...
تفاوت فورج و ریخته گری
تولید قطعات صنعتی همواره بر پایه دو روش اصلی یعنی آهنگری (فورج) و ریخته گری استو...

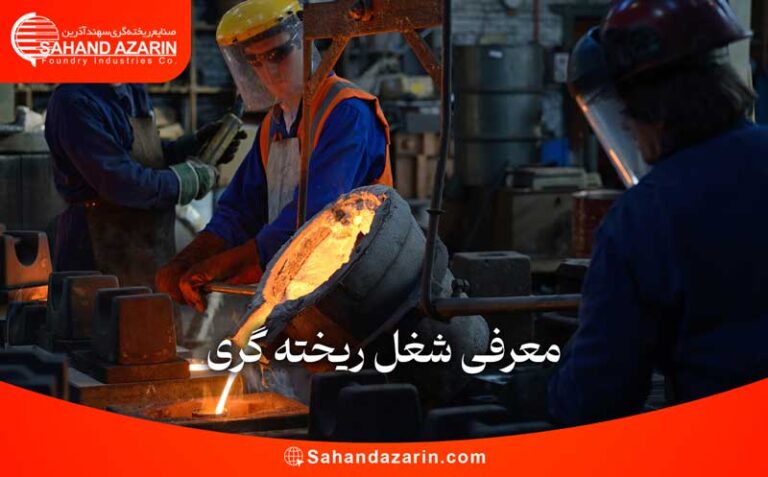
معرفی شغل ریخته گری
صنعت تولید قطعات فلزی همواره به عنوان یکی از پایه های اساسی رشد اقتصادی و صنعتی ...

نحوه بهینه سازی فرآیند ریخته گری
فرآیند ریخته گری به طور گسترده برای تولید قطعات فلزی مورد استفاده قرار میگیرد. با این حال، میتوان با بهکارگیری استراتژیهای مناسب، راندمان فرآیند ریخته گری را بهبود بخشید و در اصطلاح به بهینه سازی طراحی ریختگی کمک کرد تا قطعات با کیفیت بالاتری تولید شوند.

ریخته گری دقیق چیست
انتقال فلز ذوبشده به داخل قالبهای مقاوم به حرارت با هدف سرمایهگذاری و ایجاد شکل نهایی قطعه را بهعنوان ریخته گری دقیق شناخته میشود. این روش از اهمیت خاصی برخوردار است زیرا میتواند قطعاتی با دمای ذوب بالا و امکان قالبگیری در محیطهایی نظیر گچ یا فلز را بهوجود آورد.
این نوع ریخته گری به دو روش اصلی میتواند انجام شود: از طریق استفاده از مدلهای موم اصلی (که به روش مستقیم اجرا میشود) یا با استفاده از کپیهایی از الگوهای اصلی که برای ساخت آنها نیاز به موم نیست (که به روش غیرمستقیم اجرا میشود).

ریخته گری ماسه ای چیست
فرایند ریخته گری ماسه ای (Sand Casting) یک روش در حوزه ریختهگری فلزات است که در آن از ماسه بهعنوان ماده اصلی برای ایجاد قالب استفاده میشود. قطعات حاصل از این نوع ریختهگری در واحدهای تولیدی خاصی ساخته میشوند که به کارخانه ذوب نیز معروف است. بیش از ۶۰ درصد از کل قطعات ریختهگری بهوسیله این فرایند، یعنی کستینگ ماسهای، تولید میشوند.

ریخته گری گریز از مرکز
یکی از مهمترین روشهایی که برای ریخته گری وجود دارد، ریخته گری گریز از مرکز یا Centrifugal casting است. در این روش با استفاده از دستگاههای مخصوص، ماده مذاب بهسرعت چرخیده و شکل استوانهای به خود میگیرد. دلیل این موضوع وجود نیروی گریز از مرکز است.

تفاوت چدن داکتیل و چدن خاکستری
چدن به عنوان یکی از قدیمی ترین آلیاژهای فلزی ساخته دست بشر، ترکیبی از آهن، کربن ...

علت تاب برداشتن دیسک ترمز چیست؟
دیسک ترمز یکی از حیاتی ترین قطعات در سیستم ترمز خودرو محسوب می شود که وظیفه اصلی...

ریزساختار چدن تقویتشده تولیدشده به روش لاست فوم
چکیده
در این مقاله، فرآیند تولید قطعات ریختگی از جنس چدن خاکستری تقویتشده به ر...
